© The Mother Earth News, 1980
 Construcción y uso de un alambique para etanol
Construcción y uso de un alambique para etanolComo el objetivo principal de la elaboración de la pasta, la fermentación y la destilación es producir la máxima cantidad posible de etanol para una cantidad determinada de almidón, ya sea de maiz u otro cereal, patata, azúcar, melaza, suero o celulosa, hay que controlar el crecimiento de otros organismos distintos de la levadura de cerveza. Si no, el etanol y el azúcar se los comen las bacterias, que no producen etanol, y la levadura salvaje que produce menos etanol o produce ácidos.
Los organismos indeseables, como las acetobacterias, que producen vinagre, y la familia lactobacillus, que produce ácido láctico, están en el aire y en los materiales y equipos. Siempre estarán con nosotros y tenemos que controlarlos para conseguir el máximo rendimiento de nuestro equipo y materiales.
Una cantidad minúscula de estos microorganismos, si están presentes, puede reducir la producción de las siguientes manera:
| Nivel de infección (bacterias por ml) | Pérdida de rendimiento (porcentaje) |
|---|---|
| 0-1 millones | hasta 1% |
| 1- 10 millones | 1-3% |
| 10-100 millones | 3-5% |
| más de 100 millones | más de 5% |
Una pérdida de 5%, que es bastante probable en condiciones favorables para el crecimiento de las bacterias, por supuesto significa una pérdida de 5 gal/día en una producción de 100 gal/día y 50 gal/día en una producción de 1.000 gal/día. A un coste de 1,5 $/gal con 300 días/año, son unos 22.000 $/año para el segundo caso y 2.200 $/año para el primero.
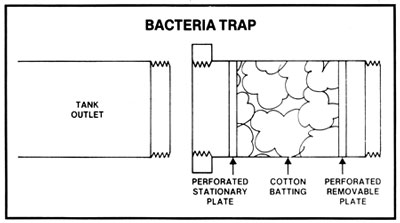
Es muy difícil para los organismos infecciosos establecerse y reproducirse en una superficie lisa y limpia. Se establecen en superficies con manchas de almidón, azúcar, proteínas o minerales. Ocurre en lugares que son difíciles de limpiar como superficies porosas, grietas, ángulos pronunciados, esquinas, juntas, válvulas e indicadores de temperatura. Las manchas en estos lugares protegen a los microbios del calor y de la esterilización.
Antes de cocer la pasta, suponiendo que el tiempo desde que se empieza la elaboración hasta que empieza a hervir no sea largo, estas bacterias no son peligrosas. Almacenando la pasta durante un tiempo a temperaturas inferiores a 180º F, los organismos infecciosos empiezan a alimentarse de ella. Las materias primas envejecidas, húmedas, almacenadas mucho tiempo, problablemente estén cargadas de bacterias, como el agua si procede de una fuente impura o sin tratar. El líquido residual de la destilación, que se puede reutilizar para un nuevo lote de pasta de fermentación, también puede albergar microorganismos si se ha enfriado antes de usarlo. Por tanto hay que hervirlo tan pronto como sea posible.
El mayor riesgo de infección ocurre a temperaturas por debajo de 180º F antes de añadir la levadura al principio de la fermentación.
Por tanto, cuanto antes se complete el enfriamiento, menor será el riesgo de infección. Dejarlo enfriar durante toda la noche puede ser ariesgado. Conseguirás etanol, pero es casi seguro que afectará al rendimiento.
Una vez alcanzada la temperatura correcta para que empiece la fermentación, normalmente entre 85-90º F, habría que poner la levadura inmediatamente, antes de que proliferen otros microbios. Hay que diluirla con antelación en agua limpia y tibia (100-110 deg F), no caliente, para que empiece a reproducirse. Si se emplea una buena levadura sin contaminar, empezará a crecer después de un periodo de muchas horas y reducirá mucho o eliminará cualquier riesgo de organismos infecciosos asfixiandolos. El número de células de levadura usadas para la inoculación debe ser de 5-10 millones por mililitro (veinte gotas) o de 2-4 libras de levadura seca activa por cada 1.000 galones de pasta de fermentación.
Dependiendo de la temperatura inicial, habrá un retraso de seis a doce horas después del que la fermetación comenzará en serio. Dependiendo del porcentaje inicial de sólidos la levadura se multiplicará entre cinco y veinte veces antes de terminar la fermentación.
En la familia de las levaduras, Saccharomyces cerevisiae, hay muchas cepas. Por ejemplo, miembros de la misma familia, la levadura de cerveza y la de panadería, no producen etanol con la misma eficiencia que la levadura de cerveza, que produce la mayor cantidad de etanol en el menor tiempo y por tanto debe usarse en la producción de etanol.
Con un buen control microbiológico puede que merezca la pena económicamente mantener un cultivo de levadura en crecimiento con producciones grandes. Esto es hacer crecer uno o varios cultivos hasta una cantidad suficiente para empezar un lote. En caso de contaminación (definida como entre mil y dosmil bacterias por cada millón de células de levadura) se puede limpiar el cultivo de levadura de dos maneras:
Lavado ácido-oxidante (para levadura infectada)
[1] En levadura diluida añade 0,75% en peso de persulfato de amonio o de sodio.
[2] Añade suficiente ácido sulfúrico, fosfórico o tartárico para llegar a pH 2,2 y mantén durante dos horas, no más, y después añadesela a la pasta de fermentación.
O [3] después de añadir el persulfato de amonio o de sodio, añade suficiente cantidad de alguno de los ácidos mencionados para llegar a pH 2,8 y mantenlo entre doce y veinticuatro horas antes de añadirsela a la pasta de fermentación.
El efecto es que se inutiliza a las bacterias sin afectar a la levadura por eso, al principio de la fermentación, la levadura puede tener ventaja antes de que las bacterias tengan la oportunidad de proliferar. Si a pesar del lavado la atenuación (y la eficiencia de producción de etanol) no es satisfactoria, puede que se haya afectado a las características originales de la levadura... y por tanto, se recomienda un suministro nuevo de levadura.
Para un productor pequeño el suministro de nueva levadura seca activa es obligatorio. La levadura seca activa mantendrá el 90-95% de su actividad durante seis meses si se mantiene a 35-55º F pero puede perder el 30% si está a 70º F durante cuatro meses, hay que guardarla refrigerada y no almacenarla durante más que unos pocos meses antes de usarla.
La levadura prensada, incluso si se refrigera, hay que usarla en cuenstión de días porque la presencia de agua le hace perder actividad.
Para mantener a la levadura operando con todo su potencial hay que cumplir las siguientes condiciones:
Se los controla mejor asegurando que todas las superficies, especialmente las de las zonas de preparación y fermentación, están limpias. Eso lo facilita un buen diseño de los equipos.
Todas las superficies deben ser lisas. Esto es posible con el acero inoxidable pulido, hierro recubierto de vidrio o de plástico, o cobre, con los recipientes preferiblemente hechos de una pieza. Hay que mantener el cobre brillante con ácidos (no con disoluciones corrosivas). Se han usado fermentadores de madera pero ocurren filtraciones entre las tablas y hay que recubrirlos con brea, o crecerán bacterias. La presencia de brea impide el uso de soluciones limpiadoras calientes.
En un fermentador cerrado siempre hay algo de presión durante la fermentación, especialmente al enfriar. Aquí es mejor la chaqueta de refrigeración pero donde no sea viable economicamente, se deben instalar tan pocos serpentines de refrigeración como sea posible, preferiblemente uno solo y largo que sea fácil limpiar. Deben estar separados para facilitar la limpieza.
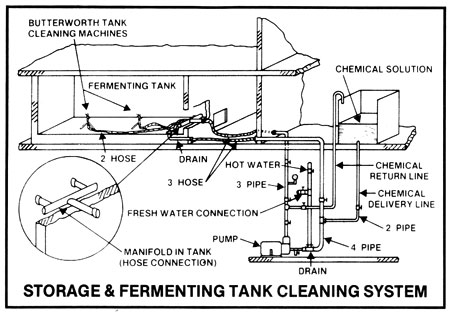
En el proceso por lotes hay que quitar los sólidos pegados a los recipientes entre lote y lote, y en el proceso continuo a intervalos regulares. No sólo para facilitar la transferencia de calor, también para evitar posibles focos de infección. En producciones pequeñas los cocedores y fermentadores se deben limpiar con una manguera después del uso, y luego llenados con agua caliente (a más de 180º F), o mejor con una solución de sosa caustica al 2-3%, dejando que repose toda la noche, y con otro manguerazo antes del siguiente uso. La solución de sosa caústica se puede bombear a un depósito de almacenamiento, para reutilizarla muchas veces, hasta que contenga una gran cantidad de sólidos. Este sencillo sistema se puede usar en cocedores y fermentadores abiertos. Las soluciones de sosa caústica caliente deben contener agentes humectantes para mejorar la penetración y deber circular entre treinta minutos y una hora.
El sistema anterior se puede usar en producciones grandes y pequeñas pero el método más eficiente para mantener la higiene es usar un sistema C.I.P. como en los equipos cerrados.
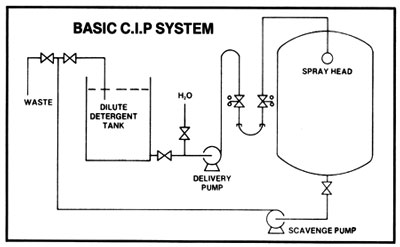
Un sencillo sistema C.I.P. consiste en un depósito de solución de sosa caústica con conductos. El prelavado, y el aclarado después de la limpieza, se pueden hacer con una manguera conectada al suministro de agua. La limpieza del equipo entre lotes con solución de cloro o de iodo se puede hacer desde un depósito pequeño. Las conexiones entre depósitos se hacen con tubos flexibles. Con la salida del depósito más alta que el nivel del líquido, sólo hace falta una bomba, la que transfiere la pasta de fermentación. Hay que recordar que cuando se enfría un depósito caliente, tiene que haber disponible una reserva de aire más que suficiente para que no lo aplaste la presión atmosférica por el vacío formado en su interior.
Un sistema más sofisticado está formado por un depósito de agua caliente, otro de sosa caustica con dispositivo de calentamiento, otro de solución higienizadora, y conductos de conexión. Tiene dos bombas, una para las boquillas de limpieza y otra para la recuperación desde el cocedor o fermentador. También se pueden incorporar controles para la limpieza automática.
Hay disponibles muchas de esas boquillas de limpieza rotatorias. Una de ellas soporta presiones de entre 50 y 160 lbs por pulgada cuadrada, limpia las superficies muy bien.
Cuando se forma mucha espuma en los fermentadores puede entrar en las tuberías de salida del C02 . Con el tiempo el líquido de los conductos se infectará y goteará sobre la pasta de fermentación. Se puede evitar con un agente antiespumante en la mezcla al principio de la fermentación. El resultado es:
La cantidad recomendada es de 25 ppm ó 1/4 lb. por cada mil galones.
Cuando veas que el sacarómetro no ha cambiado en 6-12 horas, debe empezar la destilación. Si no el ácido acético empezará a convertir el etanol en vinagre. Si se mantiene una capa de CO2 sobre la superficie de la pasta fermentada, sin embargo, la acción de las bacterias será mínima.
A continuación se indican las concentraciones recomendadas, las ventajas y desventajas de varios desinfectantes comunes:
Cloro activoConcentración y aplicaciones recomendadas
Concentración: 200 ppm*
Ventajas
Desventajas
Concentración y aplicaciones recomendadas
Concentración: 25 ppm*
Ventajas
Desventajas
Concentración y aplicaciones recomendadas
Concentración 200 ppm*
Ventajas
Desventajas
Concentración y aplicaciones recomendadas
Concentración: 130 ppm*
Ventajas
Desventajas
* Partes por millón (ppm)

© El copyright de toda la información original de este sitio web es propiedad de Keith Addison, a no ser que se indique, y solamente puede ser copiada y distribuida con fines educativos no comerciales, si se indica la fuente y se incluye una referencia a la dirección web de Journey to Forever (http://journeytoforever.org/). Toda la información se suministra sin garantías de ninguna clase, ni implícitas ni explícitas.

